











What is Stereolithography, and how does it work?
By Andrew Miller, last updated August 2, 2022
In the following article, we will give an in-depth guide of how stereolithography 3D printing technology works, what a post processing workflow may look like for most systems, and some potential applications for this technology.
What is Stereolithography 3D printing?
Stereolithography (SLA) is a 3D printing process of selectively curing liquid photopolymer resin with a laser. This is usually done layer by layer atop a build plate which is slowly lowered into the resin vat as each layer is completed, although this is not always the case.
Stereolithography 3D printing systems can vary in size from a simple desktop printer to a larger industrial scale machine designed to output many small parts or a single large part during each build. These machines use a complicated arrangement of electromechanical components including laser optics, galvo control systems, rotating mirrors, and an intelligent operating system to carefully control the laser to repeatedly build accurate parts.
How exactly does SLA printing work?
The laser emitter in these systems emit light in the UV range with one to two watts of power. This is normally measured at the laser and not at the resin level, so the amount of power being delivered to the resin itself can be reduced by upwards of 40-60%. Most emitters use a collection of crystals to control the exact wavelength of the light, and these sensitive systems are very difficult – sometimes impossible – for a trained technician to repair in the field.
SLA Printing Process
The laser beam’s ellipticity describes how circular the beam is at the resin interface. If an ellipticity of one represented a perfect circle, typical values are between 0.8 and 0.97. Not all SLA 3D printers of the same model from the same company and manufacturer will have the same ellipticity, power, or other properties. Laser beams are usually either a continuous wave of varying power, or a pulsed laser. In both instances, the frequency of the laser is changed by controlling the current.
Just like laser emitters, galvo control systems can vary in design, but all aim to control the laser’s direction, ellipticity, spot size, and power distribution. The distance the light must cover from where it is emitted to the resin interface is smaller at the center of the build plate but larger at the edges. Galvo control systems can use a series of focal lenses, mirrors, or even crystals to ensure the spot size and power of the laser remain consistent regardless of where the laser needs to scan at the interface level.
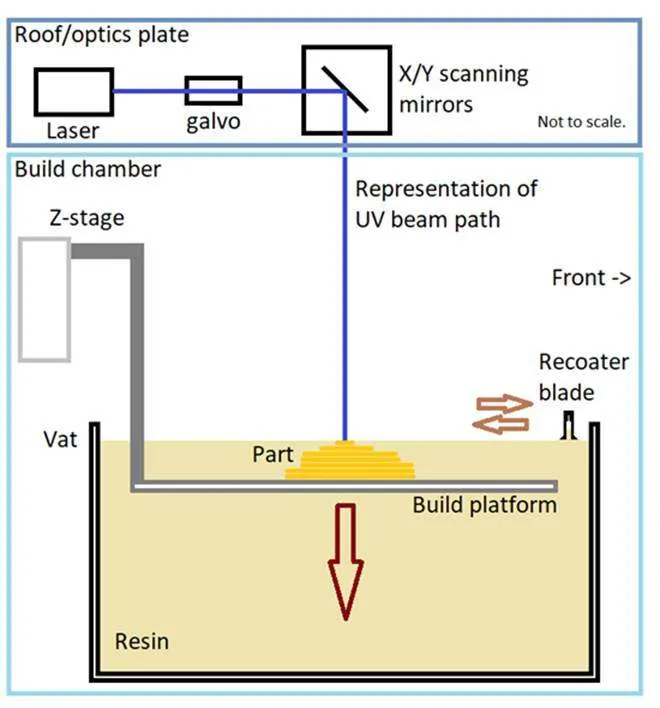
SLA systems can be designed so the laser optics, galvo control systems, and other major components are located at either the top or bottom of the machine. If the light is emitted from the top, the resin vat must be full prior to each build. The build plate begins just below the surface of the resin, so the first layer of cured resin is firmly attached to the build platform. It is then lowered accordingly in the Z-direction as each layer of resin is cured by the laser. Once the part is complete, the build plate is raised, and excess resin can mostly run off into the vat for use again.
SLA 3D Printers that Emit Light from the Top of the Machine
For SLA printers that emit light from the top of the machine, an additional component required is a recoater blade. Resin can be quite viscous even if its heated so a recoater blade is necessary to ensure a flat layer of resin after the build plate is moved down. The surface tension forces of resin are too great to wait for them to correct themselves and flatten out between layers. Higher quality recoater blades don’t just scan over the surface but also use pumps or vacuums to move and spread resin out each time.
Key to a Successful SLA 3D Print
A potential issue with this component is your recoater blade possibly hitting your prints in progress. The blade is usually strong enough to either scrape off layers of cured resin or completely remove your print from the build tray, resulting in total print failure. It is advised that you place your print job so that the recoater blade passes over as little of your model as possible to reduce the chances of failure. For example, it would be wiser to print a 3” x 8” tall empty cup face down for two reasons:
- If facing up or down, then the recoater blade only needs to pass over the 3” diameter of the cup each layer, as opposed to passing over 8” for the length of the cup which increases the chance of recoater contact
- If printing the cup face up then the entire cup will be filled with resin which may warp your incomplete part before finishing, and it will be much more difficult for the recoater to create a properly flat surface for the next layer. In many instances, it’s better to angle your model and add support structures to prevent recoater contact.
SLA Machines that Emit Light Upwards
If a Stereolithography printer places its major components at the bottom of the machine and emit light upwards, then the build plate is placed upside down! Instead of being lowered into a big vat of resin with new layers added on top of one another, a smaller vat is used where resin can either be slowly added during printing or all resin needed is already available. In either case, there will be a clear window at the bottom of the vat to allow the emitted light to reach the resin.
If your layer height is 100 microns, then the build plate will be lowered upside down into the vat until it is 100 microns away from the clear interface. The laser will do its job curing resin for that layer, and the recently cured resin must be detached from the clear interface by raising the build plate up.
The separation forces between the cured resin and the clear interface can be enough to detach a print in progress from the build plate, ruining your print. Machines using this technique can account for this by curing the first layer of resin more than normal to ensure adhesion to the build plate. These machines do not require a recoater blade but may tilt their entire build vat between layers to coat the clear interface more quickly with resin or reduce separation forces after each layer.

Stratasys Neo450 SLA 3D Printer
Post Processing for SLA Parts
Your print has finished and is now covered in leftover resin goop! Unless your machine is sitting next to a window in clear sunlight or is conveniently placed under the spotlight of a skylight, it is usually safe to let your SLA machine run overnight as this extra resin will not cure over your part. At this stage, your part is considered ‘green’ and this softer part stage is generally referred to as in the green state.
Each resin available on the market today will have some shrinkage when cured, but proper operating systems will account for this after your part is sliced and sent to the printer. It is important to note that resin in its liquid form is a skin irritant, so nitrile gloves are necessary when handling ‘green’ parts. Proper PPE is needed for all stages of post processing.
Post processing SLA 3D printed parts
Using an IPA bath in an ultrasonic cleaner can be a quick way to clean your parts of excess resin. This is a common method for hobbyists using desktop SLA machines. However, IPA has a flashpoint of ~53°F which can be a serious safety concern in the workplace. IPA usage usually requires proper storage cabinets and other devices too. An automated machine using a different, safer cleaning solution should be considered, such as these options from Post Process Technologies.
If your model required support structures, these can normally be torn off like tough Velcro after cleaning and drying, but it can be helpful to use any number of tools such as tweezers, razor blades, and pliers to assist. You may want to sand the part now because once the part is cleaned and all support structures are removed and you are satisfied with how it looks, you must now cure the part in a UV oven. This will ensure all solid resin is fully cured and inert.
Once your part is UV cured it is no longer considered ‘green’ and may be used as intended. You do not want to cure a model before removing supports as the support structures will be cured as well and they will be much more difficult to remove. Other finishing techniques are lacquering and gluing parts together as needed, electroplating, or spray painting.
Stereolithography Applications
So, what are some applications for this additive manufacturing technology? Fit, form, and functional prototyping of aesthetic parts is common for use for this technology using general purpose resins. Stereolithography machines can have such a high resolution that textures can be designed into the part to make the prototypes as realistic as possible.
Parts traditionally manufactured by milling plexiglass look great but are quite expensive, but SLA printers can make more unique geometries faster and cheaper. Ceramic materials can be mixed into resins to exponentially increase strength and heat deflection temperature of parts.
-

- SLA Blender

-

- SLA Manifold

There are also resins that are designed to burn away with almost no ash for use in investment casting of large, complex parts. Biocompatible materials to create small dental or surgical guides, or light casts for broken bones, are also available. For those interested in desktop SLA printers, these machines can create very complex geometries not possible via any other manufacturing method for crafts, unique products, cosplay props, figurines, and more!
Conclusion
Stereolithography has changed the way we manufacture and prototype by offering a fast, precise, and versatile method for creating complex structures. SLA not only speeds up the design process but also enables industries to push the boundaries of creativity.
Adopting this 3D printing technology can lead to advancements and provide a competitive edge in a fast-paced world. If you’re interested in adopting 3D printing technology for your projects, get in touch with our consultation team.
Related TriMech Solution
Learn more about the solutions featured in this Article:
Need a Quote for Advanced Manufacturing?
Contact a TriMech manufacturing expert today and get answers to your questions
Related Content
More advanced manufacturing content from the TriMech team


