











What is DMLS 3D printing and how does it work?
By TriMech Marketing, last updated September 13, 2022
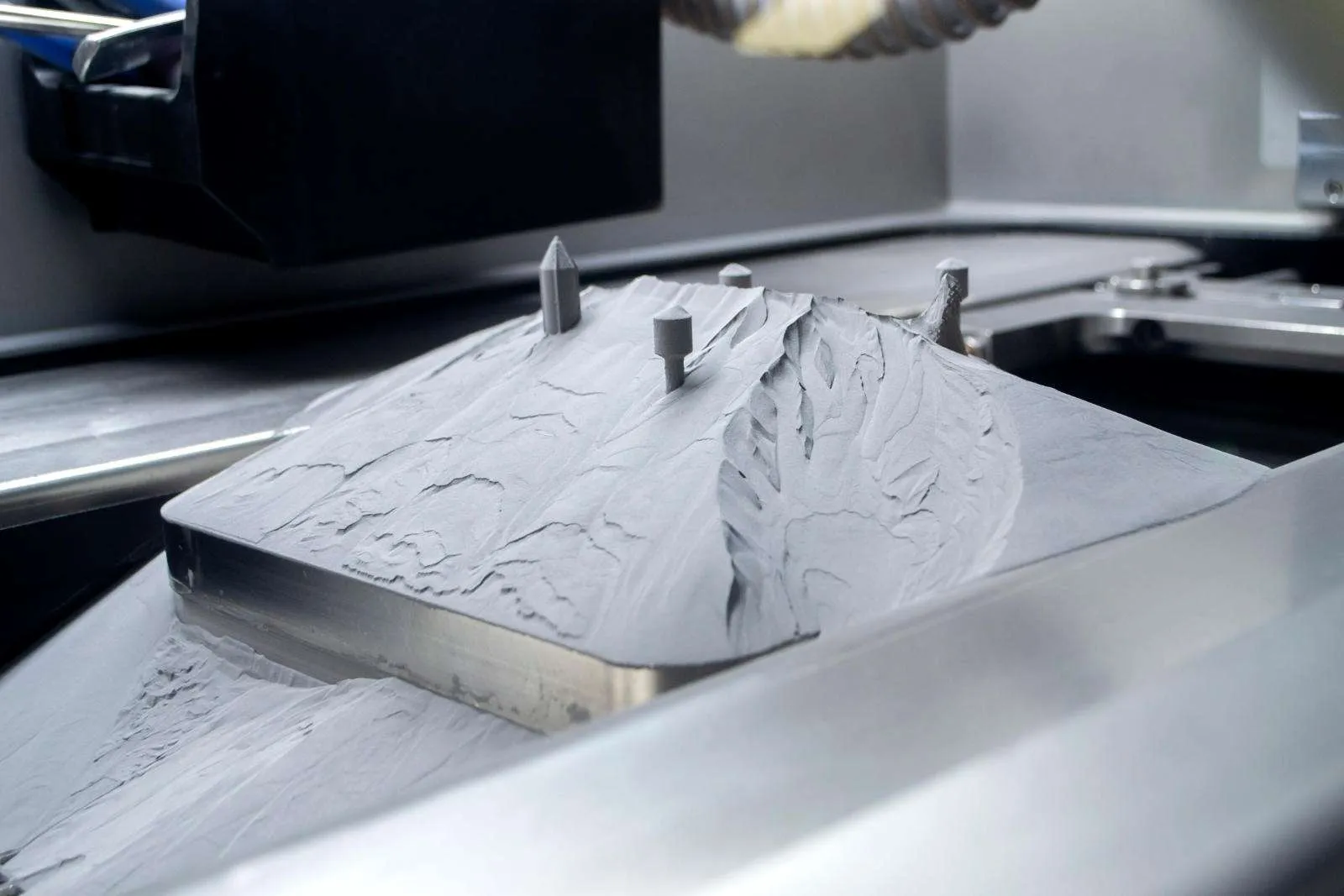
Direct Metal Laser Sintering / DMLS 3D printing is a powder-bed fusion system utilizing the laser power as the heat source to melt a layer of evenly distributed metal powder. The laser is directed by a mirror to selectively scan over a path defined by the CAD file.
The powder layer thickness can be adjusted and usually is set as 30, 60 or 90 microns. Once a layer is finished, the roller dispenses a fresh layer of powder and this cycle repeats until the part is fully printed.

DMLS Technology
What makes the DMLS 3D printing a good fit for your part?
Amongst all metal additive manufacturing (AM) technologies available, DMLS is the most widely adopted, and for a good reason:
- Repeatability: DMLS is proven to be one of the most reliable AM technologies to manufacture parts. That is why this technology is commonly qualified and used for aerospace, space and medical industries.
- Dimensional accuracy: DMLS has the lowest shrinkage and deformation as there is no lack of fusion and no need to post sinter the printed parts. DMLS is known to print near net-shape components with the dimensional accuracy of better than 4 thou (~100 microns or less).
- Wide material selection: DMLS can be used to print a variety of alloys like aluminum, titanium, stainless steel, nickel-based super alloys, copper, maraging steels, etc.
- Minimal post-machining needed: As parts are in near net-shape state (usually with a roughness of better than 250 micro-inches RMS), the need for post-machining is minimal and usually limited to tapping the holes and skimming the joining surfaces.
DMLS 3D Printing Process
What are the limitations of DMLS?
Just like any other manufacturing technology, DMLS has pros and cons. The main limitations are:
- Size: Although larger DMLS systems are available, most come with a build volume of 10”x 10”x 10” or smaller.
- Cost: Metal AM is by nature more expensive than plastic 3D printing. As mentioned before, DMLS uses a laser as the heat source and needs an inert atmosphere to ensure safe printing. The cost of shielding gas, electricity, metal powder, consumables and labor make this process more expensive compared to most Metal AM technologies.
- Speed: It usually takes anywhere from half a day to three days to print a part that is maxing out the build volume capacity above.
Hence, there are two ideal scenarios where one can make the best out of DMLS:
- Selecting a large component (with respect to the build volume above) either for prototyping or low volume production, e.g., less than 200 parts a year needed per each dedicated DMLS printer,
- Selecting a smaller component (more than one can be printed in one run) and print more parts per year, e.g., a few thousand parts per each dedicated DMLS printer.
Why choose DMLS 3D printing for production parts?
- Weight reduction: Freedom of design gives you the opportunity to print complex topology-optimized parts leading to up to 80% weight reduction while maintaining the same structural strength.
- Fast tooling: If you are in the tooling industry and need to make fixtures for every part, you can save some programming and engineering time by implementing DMLS especially if you only need a few of those fixtures.
- Part consolidation: DMLS gives you the chance to consolidate several parts into a single complex piece that was not possible to make in any other way.
- Prototyping: If you need to prove a concept quickly, there is no way better than using DMLS to print a part out of the same alloy and use it at the application. If the results are promising, you can then decide if it is feasible to print low volume production parts or you can invest in other technologies.

DMLS 3D Printed Parts
What are the properties of a DMLS printed part?
DMLS 3D printing technology prints parts with densities of higher than 99.9%. The mechanical properties, in most cases, are comparable to that of casting or wrought products. In addition, it is possible to post heat-treat, e.g., stress relief, anneal, solution treat, age, etc., DMLS parts to reach to desired strength and ductility.
Conclusion
If you are looking to redesign your complex parts (reduce their weight by topology optimization, consolidate several parts into one, or for high fidelity prototyping purposes) while maintaining a near perfect dimensional accuracy, DMLS can be a good fit for you. You may need to be mindful of your part size, production volume (QTY per year) and costs associated with implementing the DMLS technology, but the vast selection of ferrous and non-ferrous metal powders ensures there is a material fit for every application.

Written by TriMech Marketing
TriMech Manufacturing, a division of the global TriMech Group, is a strategic technology and business solutions paartner for designers, engineers, and manufacturers.
With a legacy spanning decades, the division focuses on helping clients design, build, and deliver products faster through a comprehensive ecosystem of manufacturing tools and expertise.
Related TriMech Solution
Learn more about the solutions featured in this Article:
Need a Quote for Advanced Manufacturing?
Contact a TriMech manufacturing expert today and get answers to your questions
Related Content
More advanced manufacturing content from the TriMech team


