4 Options of Post Processing FDM Prints
By TriMech Marketing, last updated November 25, 2025
FDM isn’t the quintessential first thought when the phrase “surface finish” comes to mind, but that shouldn’t be the case. With a wide range of secondary post-processing techniques, a smooth and polished looking surface finish can be easily attained on FDM parts, even on durable thermoplastics such as ABS and ASA.
In this article, we’ll explore four options for post processing FDM prints to achieve smooth injection-molded finish.
Option 1: Suspended Rotational Force
One method to post-process FDM 3D printed parts is tumbling, which is an effective and very popular method to reduce the appearance of layer lines.
- Pros of tumbling: It allows the operator to batch multiple parts at once, which results in a time and cost savings to the user.
- Cons of tumbling: This process can be damaging to small thin-walled parts. Traditionally, “automated” surface finishing solutions were limited to rotary and vibratory tumblers that were initially designed for metal parts.
In contrast, there are other options to optimize 3D printed surface finishing such as Suspended Rotational Force (SRF) .
This technology provided by PostProcess Technologies creates optimized energy with vertical motion combined with additive formulated consumables to achieve the required surface finish.
This combination allows users to precisely control cycle variables such as temperature, duration, frequency and lubricity to develop a customized and unique recipe to perfectly surface finish parts, time and time again.
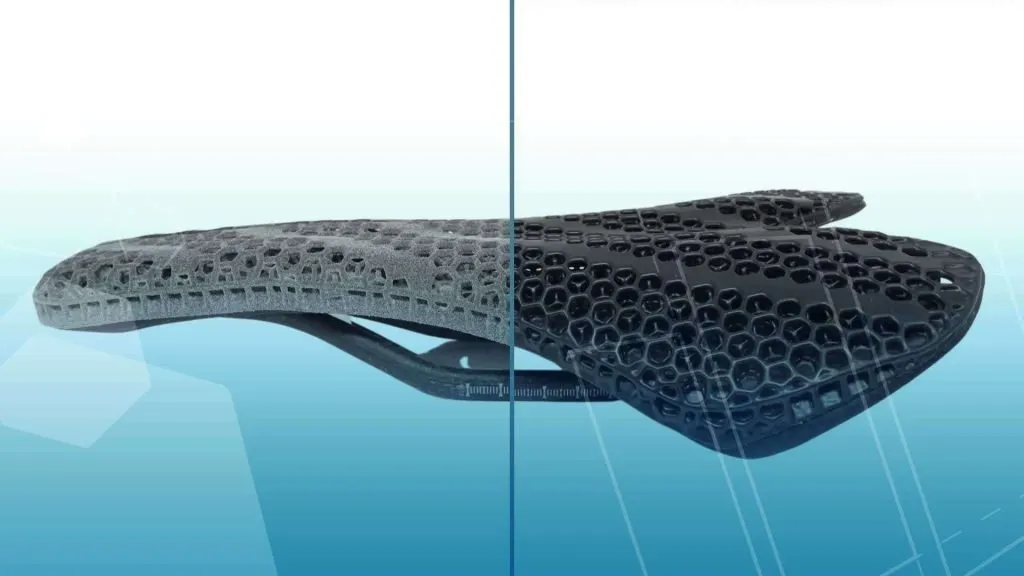
With the PostProcess RADOR, you can achieve the desired Roughness Average (Ra) for your FDM 3D printed part.
-

- Before (Ra)= 688.88 µ in
-

- After 4hr Post Process in RADOR (Ra)= 239.27 µ in
In the images above, it is important to note that the roughness value was decreased drastically using the Post Process RADOR, while preserving the integrity of the fine and fragile details of this print. With the ability to batch up to thirty of these per cycle, that results in an average of about eight minutes per part. This value would be significantly higher if left to the traditional post processing methods.
Option 2: Media Blasting
Media blasting is another means of achieving a clean, smooth finish for 3D printed parts, without the diligent manual labor of hand sanding.
This process can be carried out with various types of media such as glass beads, aluminum oxide or even steel shot. Media selection is based on material hardness, working speed and abrasive properties.

Counter top blasting stations for low throughput operations can be purchased at a relatively low price point and larger industrial solutions are available for larger part volumes, and increased throughput.
Option 3: Vapor Smoothing
Vapor smoothing is a unique method of post-processing but lends itself to be very limited in material applications as it only applies to ABS and ASA filaments.
Most are familiar with the childhood science experiment of applying acetone to Styrofoam and watching it “dissolve.” This is because acetone reacts with polystyrene, a polymerized version of styrene present in ABS and ASA.
Acetone, when applied directly to the surface of ABS and ASA, can have aggressive and adverse effects, such as melting and warping. However, when the materials are in indirect contact with acetone, such as when it’s in a vapor form in a sealed container, it tends to produce a glossy porcelain finish.
For infrequent users a DIY vapor smoothing apparatus can be assembled for relatively cheap, but for more regular or high-volume users, a commercially available smoothing chamber may be a more practical solution.
Now, of course it is important to note that with increased surface finish, users may experience a decrease in surface detail and dimensional accuracy, so maintaining the original design intent is critical when selecting a post-processing technique.
-

- Raw FDM Printed Part
-

- Vapor Smoothed FDM Printed Part
NOTE: Acetone is highly flammable and can produce noxious fumes that are harmful if ingested. Exercise extreme and proper precautions when handling acetone and any other dangerous chemicals.
Option 4: Hand Sanding
Hand sanding, be it wet or dry, is another common method of post-processing but lends itself to be very time consuming as it puts one operator in front of one part at time.
Hand sanding can also be challenging when it comes to complex geometries and fine details. This technique is traditionally followed by either priming and painting or clear coating.
Primer and paint help reduce the appearance of layer lines, resulting in a crisp, uniform appearance, while clear coating can produce a shiny, porcelain like appearance.

From Left to Right: Raw FDM, Vapor Smoothed, 4 hr Post Process Cycle, 8 hr Post Process Cycle
Conclusion
Achieving a professional, injection-molded finish on FDM 3D prints is possible with the right post processing techniques. Whether you choose hand sanding for precise control, vapor smoothing for a glossy finish, media blasting for a consistent smooth finish with less effort, or tumbling for an automated polished look, each method offers unique benefits depending on your application and desired outcome. Understanding the different post processing options can elevate the appearance and functionality of FDM parts.

Written by TriMech Marketing
TriMech Manufacturing, a division of the global TriMech Group, is a strategic technology and business solutions paartner for designers, engineers, and manufacturers.
With a legacy spanning decades, the division focuses on helping clients design, build, and deliver products faster through a comprehensive ecosystem of manufacturing tools and expertise.
Related TriMech Solution
Learn more about the solutions featured in this Article:
Need a Quote for Advanced Manufacturing?
Contact a TriMech manufacturing expert today and get answers to your questions
Related Content
More advanced manufacturing content from the TriMech team