











Stratasys ensures their 3D printers are amongst the best in the industry. The expansion of their materials portfolio, the adoption of an OpenAM program, and the addition of SL, P3, and SAF technology all underline Stratasys’ commitment to industrial grade additive manufacturing – and now the F370CR 3D printer joins this list of notable upgrades.
The F370 was the highest end office-friendly 3D printer available, offering 8 FDM materials, access to the Insight toolpath editing software, and a lifespan of over 100,000+ printing hours. Now this popular printer has received an upgrade and an expansion into its capabilities making it Composite Ready (CR).

Carbon Fiber Printing with the F370CR 3D Printer
In recent years the popularity of carbon fiber filled Nylon filaments has exploded amongst a wide range of industries: automotive, aerospace, manufacturing, and more. Nylon’s natural semi-crystalline structure prevents chemical reactivity and supplies outstanding strength which is further improved with the addition of carbon fiber infill.
To ensure every portion and every layer of your part has fiber in it, the Nylon-CF10 material from Stratasys contains chopped carbon fiber evenly mixed into each batch. Regardless of how small your feature is or how many layers it may need, there will be carbon fiber reinforcement throughout your part! This additional material is not the only noteworthy upgrade, however.
Advancements in the Technology
Like its predecessor, the F370CR has an XYZ build volume of 14 x 10 x 14 inches and has room for 2 model material and 2 support material spools with auto changeover. Insight, a toolpath editing software built into Stratasys’s free slicing software, GrabCAD Print, can make powerful changes to how your part is printed on the F370CR. It can reinforce features, fill in gaps for a more solid model, remove support material to add hardware (bolts, washers, threaded inserts, etc.), or utilize dozens of other features!
In addition to Nylon-CF10 it can print all of the F370’s other materials too: ABS, ASA, PC-ABS, ABS-ESD7, Diran, ABS-CF10, and TPU. So, what else is there to upgrade? What sort of effect do these changes have?

Nylon CF10 with Breakaway Support
The abrasive nature of composite materials, like Nylon-CF10 and ABS-CF10, are tough for print heads and machine components to endure – let alone for over 100,000 printing hours at high temperatures. To counter this, the F190CR and F370CR have both received a hardened system upgrade. The entire filament path, all the gears and motors interacting with the filament, and other critical parts of the machine will now print advanced composite FDM materials with ease.
Similar to the hardened system upgrade of the Fortus 450mc this essentially futureproofs the material capabilities of the printer, preparing your system for a wider array of material choices implemented by Stratasys. This printer also meets rigorous standards: CE, FCC, EAC, cTUVus, KC, RoHs, WEEE, Reach, and RCM regulatory compliances across the world. There is currently a rumor that the F370CR will join the Fortus 450mc as part of Stratasys’ OpenAM program allowing it to print 3rd party materials!
Applications & Industry Effect
The rising popularity of carbon fiber reinforced nylon FDM printing requires an effective response from industry veterans. Having invented FDM printing in 1989, Stratasys was a perfect contender for this challenge. There are many issues with printing composite materials such as:
Uniform Fiber Reinforcement
FDM materials that have chopped carbon fiber reinforcement ensure that all portions of a printed part have an even amount of the added composite. If the feature can be printed, it will be reinforced. The chopped carbon fibers mixed into the composite materials help inhibit fractures and other modes of failure from propagating a crack that breaks the part. The fibers also conduct heat quite well to help dissipate heat throughout the part – which helps achieve dimensional stability during printing.
The fibers’ natural stiffness keeps the base material from warping or distorting across the part’s entire geometry. The unselective nature of chopped carbon fiber reinforcement thoroughly benefits FDM printing and will become more popular over time, replacing metal parts, and becoming an industry standard for jigs, fixtures, and end-use parts.
The F370CR was used by Graco to print sheet metal forming die sets. The dies are normally machined internally or outsourced taking up to a month in lead times and costing $2,000. Instead, they were able to utilize the composite materials on the F370CR to print a set in just a few hours which would survive more than 40 cycles without degradation or deformation and costs less than $400. The metal was 14-gauge tool steel used in a gasoline engine shaped with 0.8 tons of pressure, but friction was cut down significantly because of the use of a polymer-based material instead of a metal.
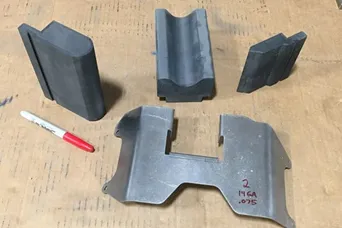
Nylon CF10 Metal Forming Parts
Accessibility to Complex Geometries
Support material, both soluble and breakaway support, are available on select materials including Nylon-CF10. This grants access to complex internal geometries that cannot be achieved with single material printing. Even the support material itself has been used for its unique material properties – for example, it’s been used for molding North Carolina State University’s carbon fiber modular intake system for their SAE Racing team. Due to the unique chemistry of QSR soluble support there will be a clean removal ensuring no ‘nubs’ or other remnants of support structures on your final part.
A prime example of this comes from Gosiger’s usage of the F370CR. Their challenge was that they needed a parts catcher for a hose clamp that was being machined in a 2-turret lathe. The ideal solution could not be manufactured with traditional methods – it needed to catch the parts without marring them, not limit the motion of the lower turret, incorporate a blower to remove chips and excess coolant, consume little space, and mount to the turret. Thanks to the use of support material and a secondary nozzle, this geometry was easily manufactured on the F370CR. The use of additive manufacturing to augment Gosiger’s world class manufacturing capabilities was innovative and of great benefit.
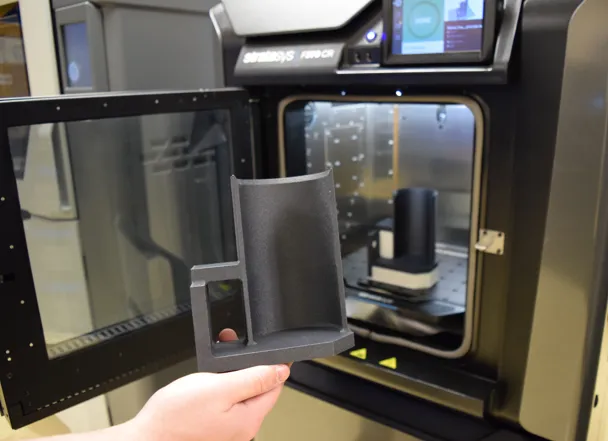
Nylon CF10 Part Printed
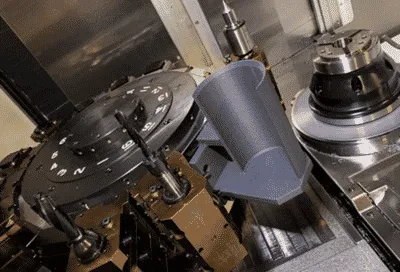
Nylon CF10 Part Installed
Cooling Issues with Larger Parts
A heated build chamber is essential to successful FDM printing. Similar to how coolant is required for successful CNC parts, a heated build chamber ensures uniform heating of your part so as to not cool nor shrink. As one attempts to print higher and higher quality thermoplastics in a larger build volume the need for a heated build chamber grows exponentially. Composite materials are no exception to this rule.
FDM printing of thermoplastics produces naturally anisotropic parts which makes it very difficult for heat to travel up beyond the bottom 10% of their part’s Z height. Stratasys has intricately optimized over 220 FDM printing parameters, ensuring each print embodies precision and quality. Users are freed from managing complex settings, focusing solely on creativity and innovation. Every print emerges as a testament to accuracy and consistency, with no need for user intervention or troubleshooting.
Learn more about the F370CR.
Related TriMech Solution
Learn more about the solutions featured in this Article:
Need a Quote for Advanced Manufacturing?
Contact a TriMech manufacturing expert today and get answers to your questions
Related Content
More advanced manufacturing content from the TriMech team


